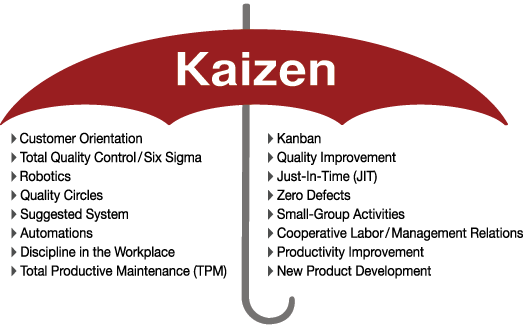
WHAT IS KAIZEN?
Kaizen (Continuous Improvement) is a strategy where employees at all levels of a company work together proactively to achieve regular, incremental improvements to the manufacturing process. In a sense, it combines the collective talents within a company to create a powerful engine for improvement.
THE DUAL NATURE OF KAIZEN
Kaizen is part action plan and part philosophy.
Kaizen is part action plan and part philosophy. Consistent application of Kaizen as an action plan develops Kaizen as a philosophy.
KAIZEN EVENTS
A typical Kaizen event goes something like this:
KAIZEN PHILOSOPHY
Interestingly, Kaizen as an action plan is exactly what develops Kaizen as a philosophy. When Kaizen is applied as an action plan through a consistent and sustained program of successful Kaizen events, it teaches employees to think differently about their work. In other words, consistent application of Kaizen as an action plan creates tremendous long-term value by developing the culture that is needed for truly effective continuous improvement.
Kaizen (Continuous Improvement) is a strategy where employees at all levels of a company work together proactively to achieve regular, incremental improvements to the manufacturing process. In a sense, it combines the collective talents within a company to create a powerful engine for improvement.
THE DUAL NATURE OF KAIZEN
Kaizen is part action plan and part philosophy.
- As an action plan, Kaizen is about organizing events focused on improving specific areas within the company. These events involve teams of employees at all levels, with an especially strong emphasis on involving plant floor employees
- As a philosophy, Kaizen is about building a culture where all employees are actively engaged in suggesting and implementing improvements to the company. In truly lean companies, it becomes a natural way of thinking for both managers and plant floor employees.
Kaizen is part action plan and part philosophy. Consistent application of Kaizen as an action plan develops Kaizen as a philosophy.
KAIZEN EVENTS
A typical Kaizen event goes something like this:
- Set goals and provide any necessary background.
- Review the current state and develop a plan for improvements.
- Implement improvements.
- Review and fix what doesn’t work.
- Report results and determine any follow-up items.
- Plan (develop a hypothesis)
- Do (run experiment)
- Check (evaluate results)
- Act (refine your experiment; then start a new cycle)
KAIZEN PHILOSOPHY
Interestingly, Kaizen as an action plan is exactly what develops Kaizen as a philosophy. When Kaizen is applied as an action plan through a consistent and sustained program of successful Kaizen events, it teaches employees to think differently about their work. In other words, consistent application of Kaizen as an action plan creates tremendous long-term value by developing the culture that is needed for truly effective continuous improvement.
Download The Lean Manufacturing Free PDF Book By Clicking The Beloew Image

Lean Manufacturing System

5S represents Japanese words that describe the steps of a workplace organization process. English equivalent words are shown in parenthesis
Watch this video, which explains the steps, and provides video time lapse of how a healthcare organization performed their 5S event
Here is a breakdown of each ‘S’
1. Sort (seiri) – Distinguishing between necessary and unnecessary things, and getting rid of what you do not need
2. Straighten (seiton) – The practice of orderly storage so the right item can be picked efficiently (without waste) at the right time, easy to access for everyone. A place for everything and everything in its place.
3. Shine (seiso) – Create a clean worksite without garbage, dirt and dust, so problems can be more easily identified (leaks, spills, excess, damage, etc)
4. Standardize (seiketsu) – Setting up standards for a neat, clean, workplace
5. Sustain (shitsuke) – Implementing behaviors and habits to maintain the established standards over the long term, and making the workplace organization the key to managing the process for success
- Seiri (Sort)
- Seiton (Straighten, Set)
- Seiso (Shine, Sweep)
- Seiketsu (Standardize)
- Shitsuke (Sustain)
Watch this video, which explains the steps, and provides video time lapse of how a healthcare organization performed their 5S event
Here is a breakdown of each ‘S’
1. Sort (seiri) – Distinguishing between necessary and unnecessary things, and getting rid of what you do not need
- Remove items not used in area – outdated materials, broken equipment, redundant equipment, files on the computer, measurements which you no longer use
- Ask staff to tag all items which they don’t think are needed – this improves understanding about need and use
- Classify all equipment and materials by frequency of use to help decide if it should be removed – place ‘Red Tag’ on items to be removed
- Establish a ‘holding area’ for items that are difficult to classify – hold item for allotted period to enable others not on 5S team to review
2. Straighten (seiton) – The practice of orderly storage so the right item can be picked efficiently (without waste) at the right time, easy to access for everyone. A place for everything and everything in its place.
- Identify and allocate a place for all the materials needed for your work
- Assign fixed places and fixed quantity
- Make it compact
- Place heavy objects at a height where they are easy to pick from
- Decide how things should be put away, and obey those rules
3. Shine (seiso) – Create a clean worksite without garbage, dirt and dust, so problems can be more easily identified (leaks, spills, excess, damage, etc)
- Identify root causes of dirtiness, and correct process
- Only one work activity on a workspace at any given time
- Keep tools and equipment clean and in top condition, ready for use at any time
- Cleanliness should be a daily activity – at least 5 minutes per day
- Use chart with signatures/initials shows that the action or review has taken place
- Ensure proper lighting – it can be hard to see dirt and dust
4. Standardize (seiketsu) – Setting up standards for a neat, clean, workplace
- Standardization of best practices through ‘visual management’
- Make abnormalities visible to management
- Keep each area consistent with one another
- Standards make it easy to move workers into different areas
- Create process of how to maintain the standard with defined roles and responsibilities
- Make it easy for everyone to identify the state of normal or abnormal conditions – place photos on the walls, to provide visual reminder
5. Sustain (shitsuke) – Implementing behaviors and habits to maintain the established standards over the long term, and making the workplace organization the key to managing the process for success
- Toughest phase is to Sustain – many fall short of this goal
- Establish and maintain responsibilities – requires leader commitment to follow through
- Every one sticks to the rules and makes it a habit
- Participation of everyone in developing good habits and buy-in
- Regular audits and reviews
- Get to root cause of issues
- Aim for higher 5S levels – continuous improvement
Download The Lean Manufacturing Free PDF Book By Clicking The Below Image

Step By Step 5S Implementation
|

5S Principles
|
